一、材料要求:
1、材质:铝单板材质选择应符合《铝合金建筑型材》GB/T5237的规定,通常采用的材质型号为3003H24;本工程拟采用铝单板厚度为3mm。
2、涂层:采用氟碳漆涂层,涂层遍数不得小于两道,厚度应大于25μm;且氟碳树脂含量不应小于75%;氟碳涂层应无起泡、裂纹、剥落等现象。
3、加工、储存及搬运:铝单板的加劲肋及连接件可采用焊接、铆接,应位置准确、固定牢固;铝单板面层应贴聚乙烯塑料保护膜,保护膜厚度不小于0.3mm,铝单板内外表面不得有划伤。
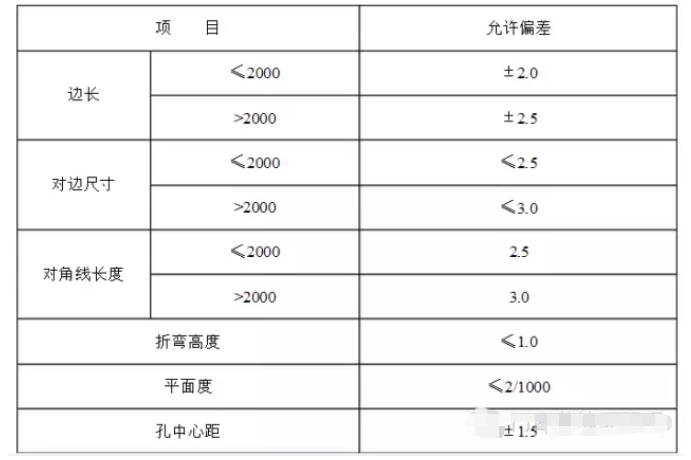
4、铝单板加工尺寸允许偏差:单位(mm)
二、主要机具:
1、工具:电焊机、切割锯、手电钻、拉铆枪、筒式注胶枪、便携式气压清洗机,滑轮、棕绳、尼龙绳、螺丝刀、工具刀、泥灰刀等。
2、测量、放线、检验:水准仪、经纬仪、全站仪、钢卷尺、水平尺,钢丝线等。
三、主要施工工艺
1、工艺流程:
测量放线→连接件安装校核→檩条、钢骨架安装→金属板块安装→板块清洁嵌缝→注胶密封→表面清洁
2、技术要点:
a、按设计确定分格。根据分格方案确定基准线,放线。
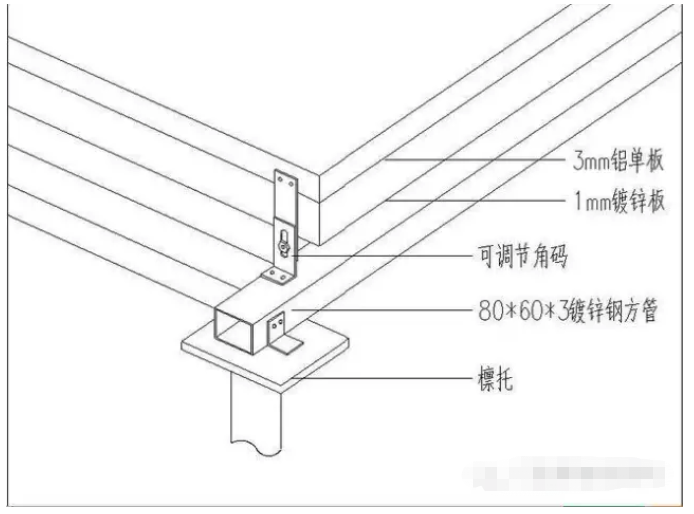
b、按设计位置下连接件,连接件采用L50*50*5镀锌角码,M5镀锌螺栓固定。
c、钢骨架的安装:主框采用80*60*3镀锌方钢管,确定基准面测量误差,调整横向、竖向、间距误差,焊接框架,焊接要牢固焊缝饱满,焊缝应打磨平整光滑;与连接件连接要牢固。
d、铝单板-保温夹芯板板块安装:
1、铝单板-保温夹芯板组装尺寸应符合安装要求,铝单板与镀锌板之间尺寸必须吻合,板面平整,无凹陷、起鼓现象。
2、铝单板-保温夹芯板连接角码用拉铆钉固定,应固定牢固、位置正确。
3板块安装:先进行板块初安装,将板块放置在相应的安装位置,调平角码,临时固定,然后进行板块的调整,调整标准应达到横、竖通缝,在同一平面上。调整完毕后应马上固定。
e、注耐候密封胶
1填塞胶缝 :胶缝采用防潮防水并且耐热阻燃的发泡剂填充,并选择规格合适,质量合格的泡沫条塞到拟注胶之缝中,保持泡沫条与板块侧面有足够摩擦力,填塞后泡沫条距板表面约5mm。
2清洁胶缝:在注胶半小时前将拟注胶缝用洁净布和二甲苯清洁干净,并注入填充物。胶缝在清洁半小时内应尽快注胶,超时后应重新清洁。
3刮胶:刮胶应沿同一方向将胶缝刮平,同时应注意密封胶的固化时间。
f、清洁收尾
铝单板在最后工序时揭开保护膜,若已产生污染,应用中性溶剂清洗后,用清水洗净。
3、质量要求:
a. 整体表面平整、洁净、色泽一致;5㎡内不得有明显凹陷;安装牢固、胶缝严密;
b. 板缝顺直,要求在同一水平/垂直线上;
c. 相邻板块板角错位不得大于1mm;
d. 板缝宽度一致,误差不大于3mm;
e. 相邻板块接缝高低差不得大于1mm;
3、施工细节示意图: